Độ bóng bề mặt hoặc độ nhám bề mặt như chúng ta thường gọi. Khi gia công tiện cnc hay phay cnc, bề mặt chi tiết sẽ không bằng phẳng lý tưởng mà trên bề mặt sẽ có những vết lồi lõm khó phát hiện bằng mắt thường.
Những va chạm bề mặt này là kết quả của sự biến dạng dẻo của bề mặt chi tiết khi chúng ta cắt lớp kim loại. Đó là ảnh hưởng của chuyển động trong quá trình cắt, các vết do dụng cụ cơ khí để lại trên bề mặt gia công và nhiều nguyên nhân khác …
Tầm quan trọng của kết cấu bề mặt:
Độ nhám bề mặt ảnh hưởng lớn đến chất lượng làm việc của các bộ phận máy
Thông tin chi tiết về khớp động (ổ trục, ray, thanh trượt …). Các bề mặt bộ phận làm việc trượt tương đối với nhau. Do đó, khi độ nhám bề mặt của chi tiết lớn thì việc đảm bảo hình thành màng dầu bôi trơn trên bề mặt trượt sẽ khó khăn hơn.
Dưới tải trọng, các đỉnh thô chạm vào nhau, tạo ra ma sát. Kết quả là giảm hiệu suất làm việc và tăng nhiệt độ làm việc của khớp. Ở đỉnh tiếp xúc, bề mặt tiếp xúc dễ bị biến dạng và hư hỏng, bề mặt làm việc bị mài mòn nhanh chóng. Thời gian mòn ban đầu càng ngắn thì tuổi thọ của bộ phận càng ngắn.
Độ nhám bề mặt càng nhỏ, bề mặt càng mịn, do đó tăng khả năng chống ăn mòn. Chúng ta có thể dễ dàng nhận thấy rằng bề mặt càng nhẵn bóng thì càng lâu rỉ.
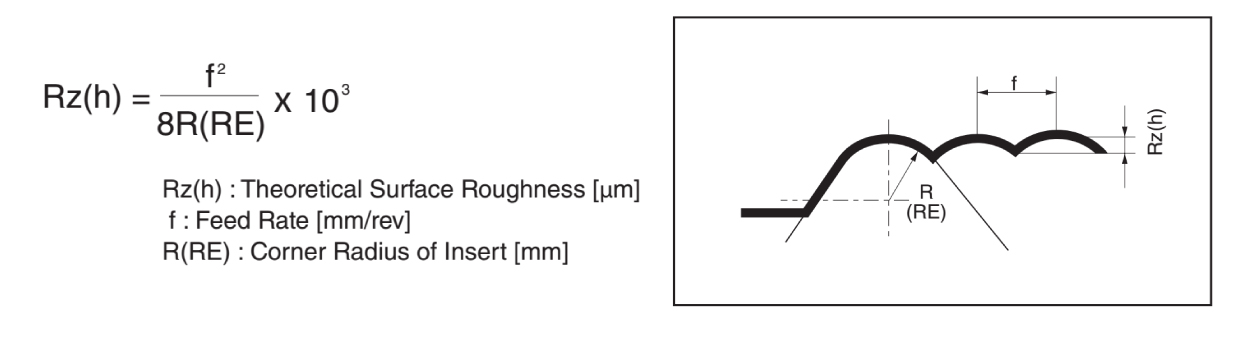
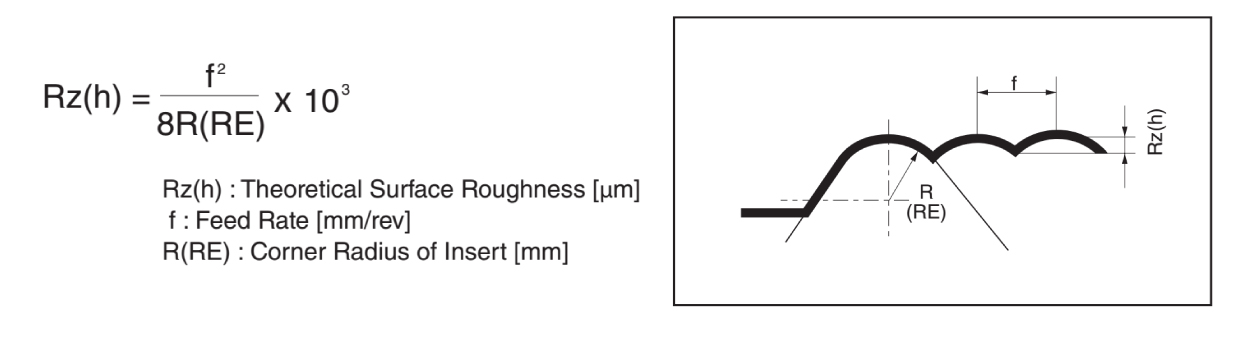
Về mặt lý thuyết, độ nhám bề mặt trong quá trình tiện là giá trị độ nhám nhỏ nhất trong các điều kiện cắt và thông số gia công, được biểu thị bằng công thức sau, trong đó
-
rz (h): Đơn vị độ nhám bề mặt (μm)
f: tốc độ nạp bảng – tốc độ nạp (mm / vòng quay)
lại: Bán kính phi lê của lưỡi dao (mm)
Ngoài ra, khi nói đến độ nhám / độ bóng bề mặt, chúng ta thường nghĩ đến các thông số:
1. rz: là giá trị trung bình của khoảng cách giữa đỉnh cao nhất và thung lũng thấp nhất trong phạm vi lấy mẫu của độ dài tham chiếu (“ℓ”) theo hướng của đường tâm của đường cong bề mặt mục tiêu, tính bằng micrômet.
rz = rp + rv
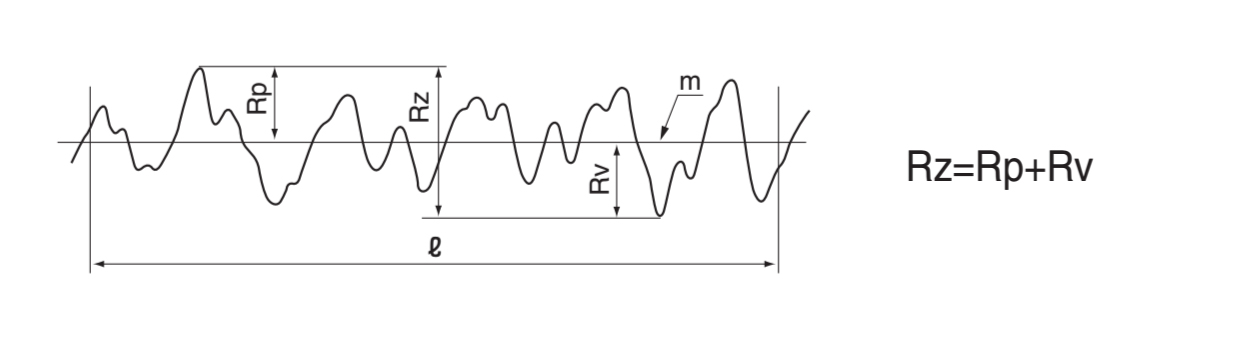
công thức tính giá trị rz
2. rzjis: rzjis là giá trị trung bình thu được từ khoảng cách của 5 đỉnh cao nhất (yp) và 5 thung lũng thấp nhất (yv) được đo từ đường tâm của dải độ dài tham chiếu “ℓ” của lấy mẫu đường cong nhám bên trong, tính bằng đơn vị microns.
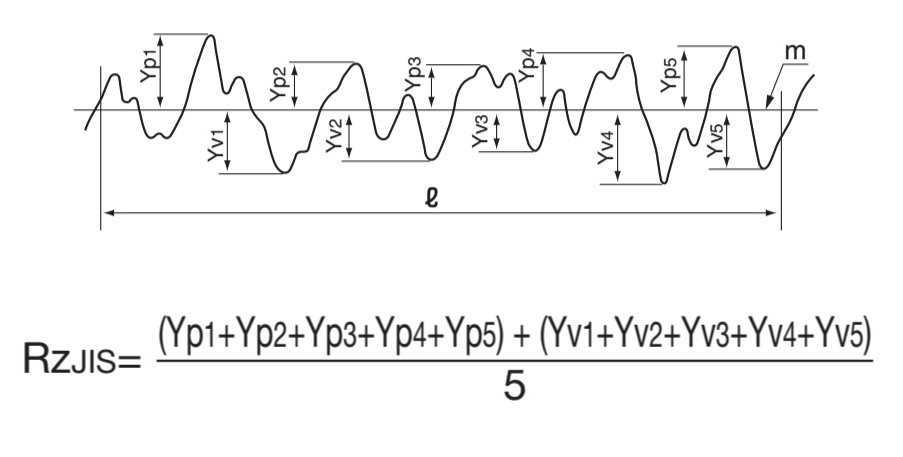
công thức tính giá trị rzjis
3. ra : Suy ra từ công thức sau, đơn vị là micrômet, đường cong bề mặt gồ ghề được biểu thị bằng y = f (x), trục x là hướng của đường tâm và trục y là độ dài phóng đại dọc Lấy mẫu độ nhám của đường cong trong phạm vi tham chiếu “ℓ”.
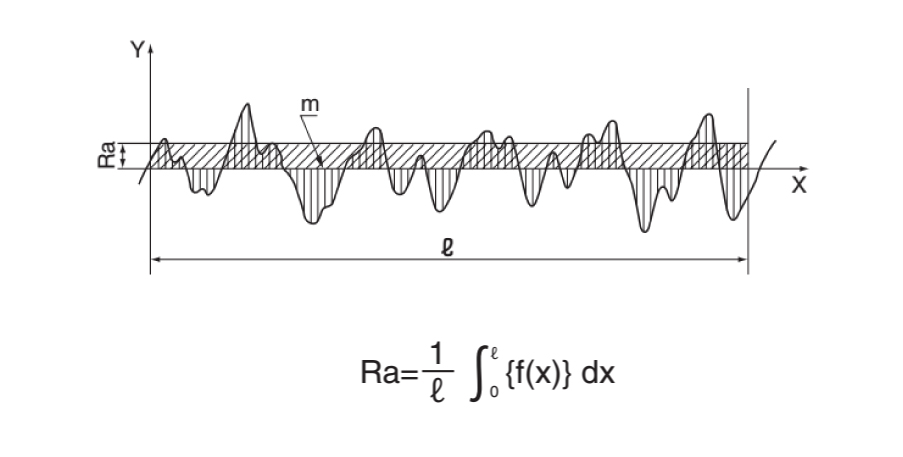
Công thức tính giá trị
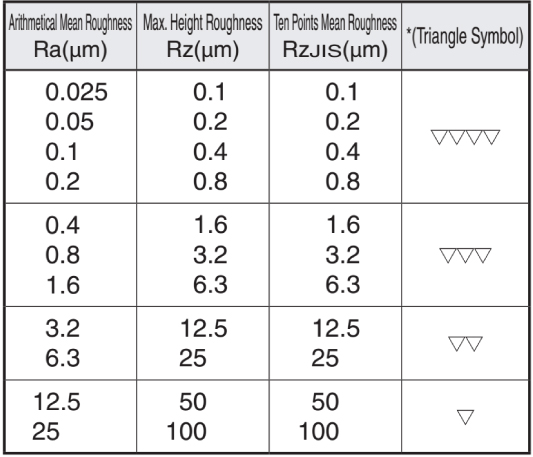
Các tham số đầu ra – rz – rzjis thường liên quan đến nhau. Thực tế, trong các bản vẽ chi tiết thường có các ký hiệu về độ nhám / độ bóng bề mặt
Xem bảng bên dưới để biết các mối tương quan và ký hiệu cũng như các yêu cầu về độ nhám bề mặt
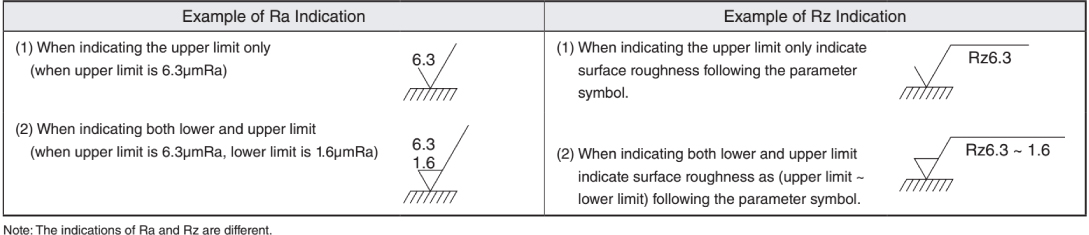
Một số ví dụ về quy ước độ nhám bề mặt
Đối với các bộ phận tiện và phay có độ nhám / bóng bề mặt cao hoặc bề mặt hoàn thiện, có nhiều yếu tố ảnh hưởng
-
Chế độ Cắt thực tế
Phay hạt dao / hạt dao tiện mà bạn đang sử dụng
Chèn loại, cách sử dụng công cụ
Thư từ chèn chipbreaker
Số lượng ống sáo và góc xoắn của máy nghiền cuối và máy nghiền cuối hình cầu
Bạn có thể liên hệ với hutscom để được tư vấn kỹ thuật và lựa chọn sản phẩm phù hợp để xử lý bề mặt chi tiết nhằm đạt được độ bóng mong muốn
hutscom – Nhà phân phối máy công cụ và thiết bị công nghiệp nổi tiếng tại thị trường Việt Nam
Email: sales@hutscom.vn Website: https://hutscom.vn/ Hotline: 0903 867 467
-